Manutenção
1 - Qualificação do Procedimento de Soldagem (EPS) e Registro de Qualificação de Procedimento (RQP)
Códigos e especificações importantes ligados à elaboração de procedimentos de soldagem e qualificações podemos citar:
Outras especificações diferentes de associações como a International Organization for Standardization (ISO), American Welding Society (AWS), British Standard Society (BS), Deustches Institute fur Normung (DIN), Association Francaise de Normalisation (NF), Associação Brasileira de Normas Técnicas (ABNT), etc.

Ensaios comumente usados na qualificação de soldador (ou operador) incluem, por exemplo, a especificação de material (metal de base e consumíveis), projeto e preparação da junta, qualificações de procedimento e de operador e procedimento de inspeção.
Para diversas aplicações, as normas relevantes exigem que, antes da execução da soldagem de produção, especificações dos procedimentos que serão adotados para a sua execução sejam preparadas e qualificadas. Este processo visa demonstrar que, através do procedimento proposto, soldas adequadas, de acordo com os requisitos colocados pela norma ou estabelecidos em contrato, possam ser obtidas. Além disto, ele permite uniformizar e manter registro das condições especificadas de soldagem para controle do processo e eventual determinação de causas de falha.
Estes códigos e especificações podem cobrir as mais diferentes etapas de soldagem incluindo, por exemplo,
A Especificação de Procedimento de Soldagem (EPS) é um documento no qual os valores permitidos de diversas variáveis do processo estão registrados para serem adotados, pelo soldador ou operador de soldagem, durante a fabricação de uma dada junta soldada. Variáveis importantes de um
procedimento de soldagem e que, portanto, podem fazer parte de uma EPS incluem, por exemplo, a composição, classe e espessura do(s) metal( is) de base, processo(s) de soldagem, tipos de consumíveis e suas características, projeto da junta, posição de soldagem, temperatura de pré-aquecimento e entre passes, corrente, tensão e velocidade de soldagem, aporte térmico, número aproximado de passes e técnica operatória.
Naturalmente, a forma exata de uma dada Especificação de Procedimento de Soldagem e as variáveis por ela consideradas dependem da norma técnica que está sendo aplicada.
Para que possa ser utilizada na produção, uma EPS deve ser antes qualificada. Para isto, amostras adequadas devem ser preparadas e soldadas de acordo com a EPS. Corpos de prova devem ser retirados destas amostras e testados ou examinados, os resultados destes devem avaliados e, com base nos requerimentos estabelecidos pela norma, projeto ou contrato, o procedimento deve ser aprovado ou rejeitado (neste caso podendo ser convenientemente modificado e testado novamente).
Os testes que serão realizados na qualificação de uma EPS, assim como o seu número, dimensões e posição no corpo de prova dependem da aplicação e da norma considerada.
Como testes, que podem ser requeridos, pode-se citar:
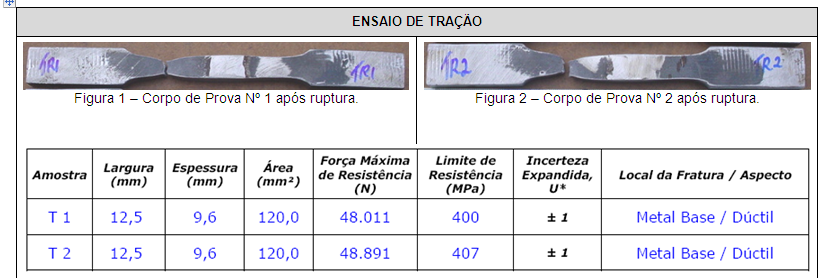
Figura ensaio de tração em corpo de prova
Os resultados dos testes devem ser colocados em um Registro de Qualificação de Procedimento (RQP) o qual deve ser referido pela EPS, servindo como um atestado de sua adequação aos critérios de aceitação estabelecidos. Enquanto os originais da EPS e RQP devem permanecer guardados, cópias da EPS já qualificada devem ser encaminhadas para o setor de produção e colocadas próximas das juntas que serão fabricadas de acordo com a EPS. Durante a fabricação, os valores indicados na EPS deverão ser seguidos. Inspeções periódicas são realizadas para verificar que o mesmo está ocorrendo.
2 - Qualificação de Soldador ou Operador de Soldagem (RQS)
Para diversas aplicações, o soldador (ou operador) precisa demonstrar, antes de poder realizar um dado tipo de soldagem na produção, que possui a habilidade necessária para executar aquele serviço, isto é, ele precisa ser qualificado de acordo com os requisitos de um dado código. Para isto, ele deverá soldar corpos de prova específicos, sob condições preestabelecidas e baseadas em uma EPS qualificada ou em dados de produção.
Estes corpos de prova serão examinados para se determinar sua integridade e, desta forma, a habilidade de quem o soldou. Como é impossível avaliar o soldador em todas as situações possíveis de serem encontradas na produção, o exame de qualificação geralmente engloba uma determinada condição de soldagem e não uma situação específica (tal como a qualificação para a soldagem em uma determinada posição com um dado processo).
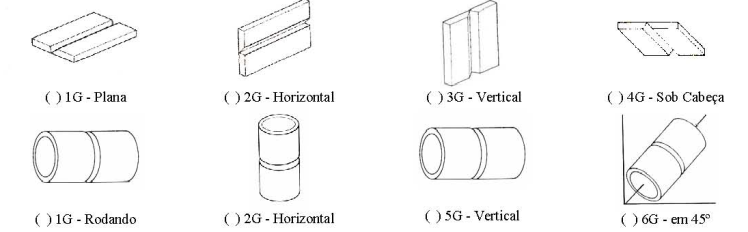
Segundo o código ASME, as variáveis que determinam a qualificação de um soldador são:
Ensaios comumente usados na qualificação de soldador (ou operador) incluem, por exemplo, a inspeção visual da junta, ensaio de dobramento, macrografia, radiografia e ensaios práticos de fratura. Os resultados dos testes de qualificação são colocados em um documento chamado Registro de Teste de Qualificação de Soldador (RQS).
Como no caso de procedimentos de soldagem, a manutenção de uma equipe de soldadores devidamente qualificada para os tipos de serviços que a empresa realiza, é um importante fator para manter a competitividade desta. Portanto, o desenvolvimento de programas para o treinamento e aperfeiçoamento constante da equipe de forma a atender as demandas dos diferentes códigos e clientes não deve relegado a um segundo plano de prioridades.
