Manutenção
Durante a operação de soldagem, tensões residuais surgem na peça soldada devido ao fenômeno da dilatação térmica, causada pelo calor gerado durante o processo. Como se sabe, a dilatação térmica é diretamente proporcional à variação de temperatura. Portanto, numa junta soldada, a região mais próxima ao arco elétrico é fundida e, na medida em que a distância aumenta, ou seja, que o ponto está mais afastado da zona fundida, a temperatura máxima, também chamada de temperatura de pico, diminui.
Essa variação de temperatura provoca um aquecimento heterogêneo, causando tensões de contração e expansão na peça, visto que o metal, a uma alta temperatura, tende a expandir, e suas adjacências resistem a essa expansão. Da mesma forma, quando a poça de fusão começa a resfriar, o metal que estava aquecido se contrai, gerando o aparecimento de tensões de tração nas regiões de interface. Se a resultante dessas forças de tração e compressão não é nula, surgem, assim, tensões residuais. Como resultado dessas tensões, podem ser geradas distorções e falhas prematuras na peça.
Uma das maneiras de se minimizar essas tensões, ou seja, aliviá-las, é pela utilização do tratamento térmico de alívio de tensões (TTAT) que, como o próprio nome já sugere, consiste na operação de aquecimento da peça de trabalho após a operação de soldagem.
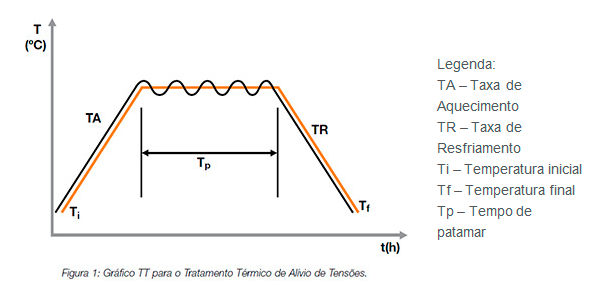
A peça soldada deve ser aquecida a uma temperatura inferior à temperatura crítica de transformação do material, ou seja, antes que ocorra alguma mudança de fase. Depois de atingida essa temperatura, a peça é mantida aquecida durante um determinado tempo, denominado tempo de patamar ou de encharque.
Segue-se então o resfriamento uniforme e controlado da peça, geralmente a uma taxa pequena, não superior a 150°C/h. A figura 1 contempla as principais etapas operacionais do alívio de tensões.
Os principais objetivos do TTAT são:
• Aumento da ductilidade;
• Diminuição da dureza tanto da zona fundida quanto da zona termicamente afetada;
• Redução de empeno;
• Aumento da resistência à fadiga;
• Aumento da resistência à corrosão sob tensão.
QUANDO O ALÍVIO DE TENSÕES É NECESSÁRIO?
O alívio de tensões se faz necessário quando materiais estão sujeitos a falha devido à presença de tensões residuais. Essa situação é encontrada com mais frequência nas seguintes condições:

AÇOS COM ELEVADO TEOR DE ELEMENTOS DE LIGA:
Nesse caso, o parâmetro mais utilizado para avaliar se é necessário o TTAT é o Carbono Equivalente (Ceq), sendo a fórmula proposta pelo IIW (International Institute of Welding) a mais usada no mercado de soldagem. Esse parâmetro leva em consideração não só o teor de carbono, mas o de outros elementos que influenciam significativamente na temperabilidade dos aços, sendo quanto maior o Ceq, maior a temperabilidade do material. O carbono equivalente pode ser calculado pela fórmula apresentada abaixo:

Quanto maior for a temperabilidade do aço, maiores são as chances de se ter a formação de microestrutura frágil, como martensita, na ZF (Zona Fundida) e, principalmente, na ZTA (Zona Termicamente Afetada). A presença desse tipo de microestrutura confere ao aço alta dureza e baixa ductilidade, aumentando a tendência de fissuração por hidrogênio. Nesse caso, o alívio de tensões atua revenindo a microestrutura martensítica.
São exemplos de aços com elevado teor de elementos de liga os aços temperados e revenidos, os aços resistentes a fluência ligados ao cromo e ao molibdênio e os aços com alto teor de carbono, como o ABNT 4140.
Peças com elevadas espessuras:
Na soldagem de aços com elevadas espessuras, as tensões que aparecem na peça devido aos ciclos térmicos de soldagem não conseguem provocar deformações devido à rigidez da mesma, provocando uma espécie de travamento e acarretando o surgimento de tensões residuais. Além disso, em materiais de grandes espessuras, a dissipação de calor favorece o resfriamento rápido e, por isso, maior é a tendência de formação de microestruturas frágeis.
Peças submetidas a carregamentos cíclicos:
Peças que estão expostas a um carregamento cíclico podem ter sua vida diminuída devido à soma das tensões de trabalho com as tensões residuais, acelerando uma falha do componente por fadiga, como, por exemplo, em eixos automotivos

COMO DETERMINAR OS PARÂMETROS DO TTAT?
Os principais parâmetros para se definir um Tratamento Térmico de Alívio de Tensões são a taxa de aquecimento (TA), o tempo e a temperatura de patamar e a Taxa de Resfriamento (TR). Esses são definidos com o auxílio de normas internacionais, como a ASME seção VIII divisão 1, de acordo com as dimensões da peça que sofrerá o tratamento e com a composição química do material. Por exemplo, aços carbono são tipicamente aquecidos entre 600 e 675°C, por uma hora para cada polegada de espessura (25mm).
Um outro exemplo pode ser dado para o aço ASTM A335 P1. A norma ASME seção VIII divisão 1 determina que, para espessuras de até 50mm, a temperatura e o tempo de patamar devem ser de 595°C e 1h p/ cada 25mm (mín. 15min), respectivamente. Já para espessuras superiores a 50mm, a temperatura e o tempo de patamar devem ser de 595°C e 2h + 15 min para 25mm adicional.
Já a norma ASME Seção II Part C define tratamentos térmicos pós-soldagem em função da classificação AWS do consumível de soldagem. As propriedades mecânicas do metal depositado com o consumível em questão após tratamento térmico podem ser consideravelmente diferentes das propriedades do metal depositado como soldado, do inglês as welded.

Por exemplo, o metal depositado com um eletrodo revestido de classificação E7018 pode apresentar um limite de resistência de 500 MPa na condição como soldado. Contudo, após a aplicação de um alívio de tensões, esse limite de resistência pode diminuir para 450 Mpa. Dessa forma, as propriedades mecânicas do metal de solda, assim como as do metal de base, devem ser avaliadas.
Eletrodos revestidos contendo cromo e molibdênio, tais como o E8018-B2 e E9018-B3, são classificados pela norma AWS A5.5 na condição após Tratamento Térmico de Alívio de Tensões. O eletrodo E8018-B2, por exemplo, tem um requisito de limite de resistência mínimo de 550 MPa após alívio de tensões a 690°C por uma hora. Contudo, na condição como soldado, o limite de resistência pode chegar até 825 Mpa. Fonte: www.esab.com.br
Alivio de Tensões em Linhas de Vapor
A Perticarari Testing é especialista em tratamentos térmicos de alivio de tensões em tubos de linhas de vapor de alta pressão, principalmente os de 65 kgf. / cm2.
Os tratamentos são executados através de procedimentos específicos para cada tipo de material. Usando normas regulamentadoras, tais como POWER PIPING B 31.1, onde se especifica as temperaturas e os patamares dos tratamentos.
Tratamentos térmicos localizados, realizados em campo, em equipamentos e componentes industriais:
- Engrenagens
- Tanques
- Juntas Soldadas
- Caldeiras
- Turbinas
- Reatores
- Trocadores de Calor
- Moinhos de Minério
- Regeneradores
- Eixos.
- Pinhões.
- Redutores, etc.
O equipamento para aquecimento localizado é referencia de qualidade, agregação de valores e produtividade. Trabalhando com uma potencia de 50 kVA, possibilita a utilização de até seis pontos resistivos ao mesmo tempo para o aquecimento e tratamento térmico.
Esta máquina é utilizada nos tratamentos térmicos de alivio de tensões em equipamentos recuperados por solda, além de tratamentos em linhas de vapor de alta e baixa pressão.
